Einführung
In Spritzgusswerkzeugen ist die übliche Verwendung der elektromagnetischen Oberflächeninduktionsheizung anstelle der herkömmlichen Volumenheizung auf viele Vorteile zurückzuführen: Sie bietet eine schnelle selektive Aufheizzeit und eine verringerte Abkühlzeit.
Obwohl viele Studien den Einfluss der Induktionserwärmungsrate durch Hauptfaktoren wie Spulendesign, Anzahl der Spulenwindungen, Arbeitsfrequenz und Erwärmungsabstand erörtert haben, haben nur wenige Studien andere entscheidende Faktoren wie die Dicke des erwärmten Targets und untersucht die Position der Induktionsspule. In dieser Studie wurden die Auswirkungen des Designs und der Position der verwendeten Induktoren untersucht, um die Oberflächentemperatur der Form zu steuern. Um eine solche Untersuchung zu erreichen, wird eine elektrothermische Simulation unter Verwendung von EMS-Software durchgeführt, um die hochfrequente Nahwärme zu untersuchen.
Was ist hochfrequente Nahwärme?
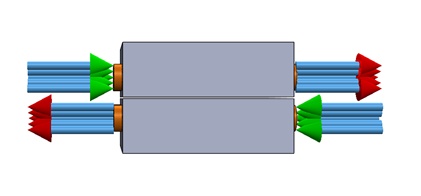
Die hochfrequente Nahwärme wird häufig zur schnellen Erwärmung von Spritzgusswerkzeugen eingesetzt. Sein Prinzip beruht auf dem Näherungseffekt zwischen einem Paar paralleler Formplatten (Hohlraum und Kern), die sich mit einem kleinen Spalt gegenüberliegen und einen hochfrequenten elektrischen Schließkreis bilden. An den Innenflächen jedes Formeinsatzes fließt dann ein hochfrequenter Strom, wodurch die Formoberflächen durch Hauteffekt schnell erwärmt werden. Die folgende Abbildung zeigt eine schematische Darstellung des untersuchten Phänomens.
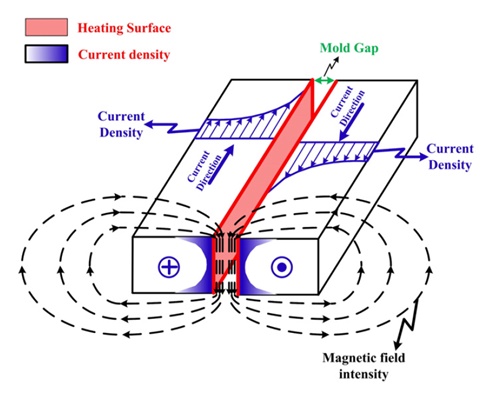
Abbildung 1 - Schematische Darstellung des Hochfrequenz-Nahwärmeprinzips [1].
Problembeschreibung und Design
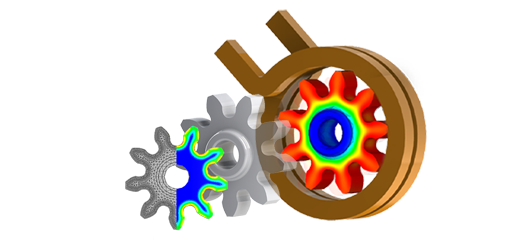
Das untersuchte Modell besteht aus zwei parallelen quadratischen Formeinsätzen mit drei Kanälen mit kreisförmigem Querschnitt, die die Stromleiter tragen. Das in der Simulation ausgewählte Induktordesign (siehe Abbildung 2) besteht aus 6 Kupferrohren, die für den Kühlbedarf von innen ausgehöhlt sind.
Tabelle 1 enthält die detaillierten Abmessungen der einzelnen Komponenten.
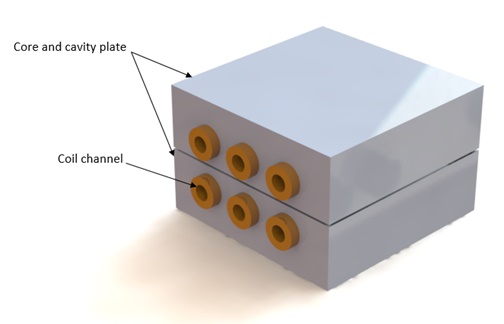
Abbildung 2 - 3D-CAD-Entwurf des untersuchten Modells.
Tabelle 1 - Abmessungen der Komponenten
| Komponente | Teil | Abmessungen (mm) |
| Formplatten | Länge | 100 |
| Breite | 100 | |
| Dicke | 32 | |
| Formspalt | 1 | |
| Kanal | Durchmesser | 16 |
| Kanaltiefe | 4 | |
| Abstand zwischen den Kanälen | 25 | |
| Spule | Außendurchmesser | 16 |
| Innendurchmesser | 8 |
Simulations-Setup
Das Hauptziel dieser Analyse ist es, die Temperaturverteilung über jede Formplattenoberfläche zu berechnen, um eine bessere Temperatursteuerung während des Erwärmungsformprozesses zu erreichen. Daher wird ein Wechselstrommagnetmodul von EMS in Verbindung mit einer transienten thermischen Untersuchung verwendet, um die induzierte Wärmebehandlung zu modellieren.
Die folgenden 4 Schritte sind für den Simulationsaufbau erforderlich.
1.Wählen Sie die entsprechenden Materialien aus
Die Formplatten bestehen aus Edelstahl N700. Die entsprechenden thermischen und magnetischen Eigenschaften sind in Tabelle 2 aufgeführt.
| Teil | Material | Dichte ( | Magnetische Permeabilität | Elektrischer widerstand ( | Wärmeleitfähigkeit (W/m. K) | Spezifische Wärmekapazität (J/Kg. K) |
| Spule | Kupfer (Cu) | 8940 | 0,99 | 1.71 E-07 | 400 | 392 |
| Formplatten | Edelstahl N700 (ASTM-A564) | 7900 | 200 | 7.1 E-07 | 16 | 470 |
2. Elektromagnetische Eingänge
Die Induktorspulen sind als Massivspulen definiert, die einen maximalen Strom von 600 Aeff und eine Frequenz von 70 kHz unterstützen.
3. Thermische Eingänge
Die Formplatten werden mit einer Anfangstemperatur von 40 ° C vorgewärmt. Der Luftkörper wird bei einer Umgebungstemperatur von 25 ° C mit einem auf 10 W/m²C eingestellten Koeffizienten einer thermischen Konvektion ausgesetzt.
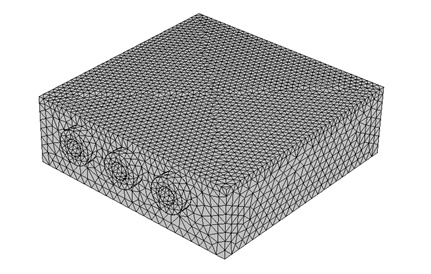
4.Meshing
Eine Maschenkontrolle wurde auf beide Formoberflächen angewendet, die dem Naherwärmungseffekt ausgesetzt sind. In diesen Oberflächen wird ein feines Netz benötigt, da sich meistens Wirbelströme in ihnen befinden.
Ergebnisse
Nach 15 s Induktionserwärmung ergab die Simulation die in den folgenden Abbildungen gezeigten Ergebnisse.
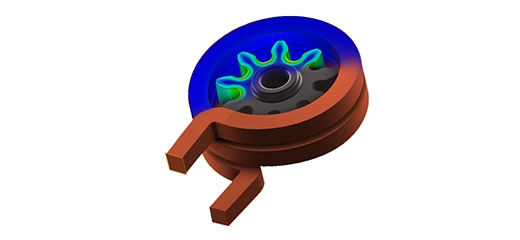
Die induzierte Stromdichte ist in Abbildung 5 dargestellt. Sie hat ihr Maximum über die erwärmten Oberflächen (Abbildung 5b) zwischen Kern und Hohlformplatte erreicht, was in guter Übereinstimmung mit den Ergebnissen von Referenz [1] steht.
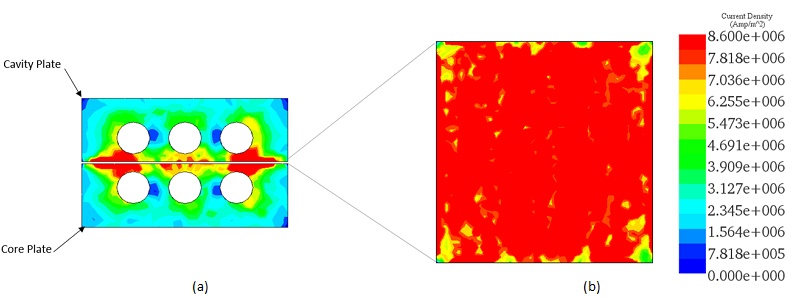
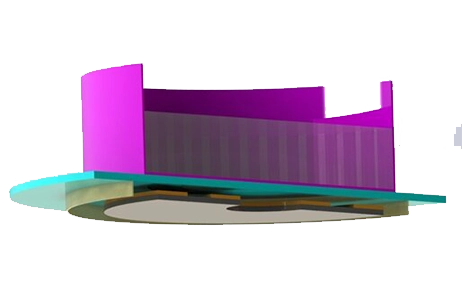
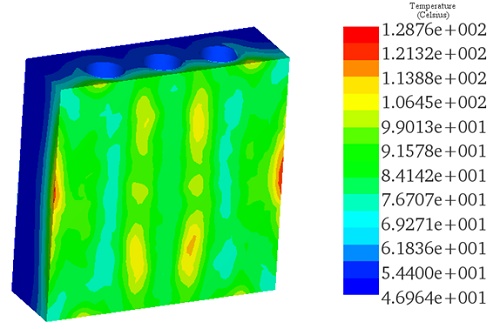
EMS ermöglicht die Berechnung und Visualisierung der Temperaturverteilung auf den induzierten Oberflächen, die eine ausgewogene Verteilung mit einem Durchschnittswert zwischen 80 ° C und 90 ° C aufweist.
Ein Vergleich zwischen den erhaltenen und den Referenztemperaturergebnissen [1] (Experiment und Simulation) in der Mitte der Formoberfläche zeigt eine gute Übereinstimmung zwischen diesen. Was die experimentellen Ergebnisse bestätigt.
| Ergebnisse | Experiment-Ref [1] | Simulationsreferenz [1] | EMS |
| Temperatur in der Mitte der Kavitätenplatte (° C) | 83 | 83,4 | 83 |
Die Abbildung 7 zeigt einen zweiten Vergleich zwischen den experimentellen [1] und den EMS-Simulationsergebnissen unter Berücksichtigung der Temperaturschwankung in der Mitte der Hohlraumoberflächenplatte im Verhältnis zur Zeit.
![Temperaturschwankung über der Zeit sowohl für experimentelle [1] als auch für EMS-Ergebnisse](/ckfinder/userfiles/images/Temperature-variation-versus-time-for-both-Experimental-%5B1%5D-and-EMS-results.jpg)
Fazit
Die erhaltenen Ergebnisse zeigen, dass die Temperaturverteilung und ihre Gleichmäßigkeit auf den Oberflächen der Formplatten durch das Hochfrequenz-Nahwärmen (HFPH) verbessert wurden. Sie stimmen gut mit experimentellen Messungen überein. Daher kann die Anwendung von HFPH auf dem geschätzten EMS-Simulationstool beruhen.