序章
射出成形金型では、従来の体積加熱の代わりに電磁表面誘導加熱を一般的に採用しています。これには多くの利点があります。選択的な加熱時間が迅速であり、冷却時間が短縮されます。
多くの研究では、コイルの設計、コイルの巻き数、動作周波数、加熱距離などの主要な要因による誘導加熱速度の影響が議論されていますが、加熱されたターゲットの厚さなどの他の重要な要因を調査した研究はほとんどありません。誘導コイルの位置。この研究では、金型表面温度を制御するために、使用するインダクタの設計と位置の影響を調査しました。このような調査を実現するために、EMS ソフトウェアを使用した電熱シミュレーションを実施して、高周波近接加熱を調査します。
高周波近接加熱とは
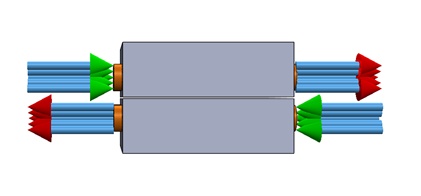
高周波近接加熱は、射出成形金型を急速に加熱するためによく使用されます。その原理は、一対の平行なモールド プレート (キャビティとコア) が小さなギャップで向かい合っており、高周波電気閉回路を形成している間の近接効果に基づいています。次に、高周波電流が各金型インサートの内面に流れ、表皮効果によって金型表面が急速に加熱されます。下の図は、調査した現象の模式的なデモンストレーションを示しています。
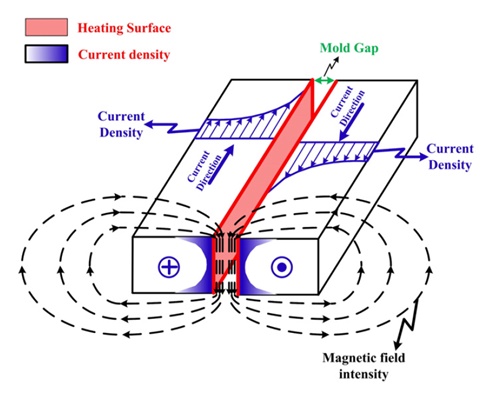
図 1 -高周波近接加熱の原理 [1] の概略図。
問題の説明と設計
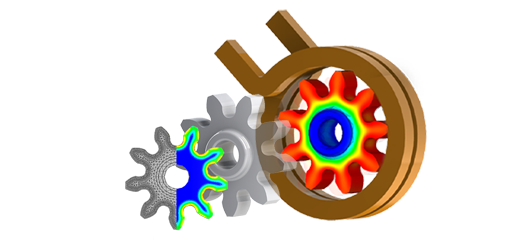
調査対象のモデルは、電流導体をサポートする 3 つの円形断面チャネルを備えた 2 つの平行な正方形の金型インサートで構成されています。図 2 に示すように、シミュレーションで選択されたインダクタの設計は、冷却の必要性のために内部がくり抜かれた 6 つの銅管でできています。
表 1 に、各コンポーネントの詳細な寸法を示します。
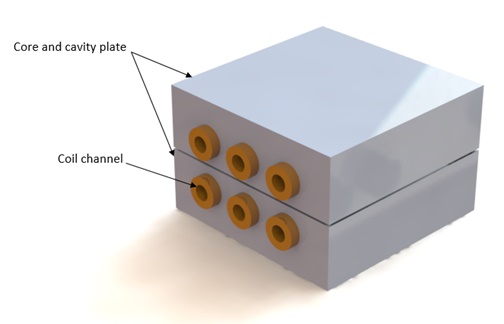
図 2 -調査対象モデルの 3D CAD 設計。
表 1 -コンポーネントの寸法
コンポーネント | 部品 | 寸法 (mm) |
| 金型プレート | 長さ | 100 |
| 幅 | 100 | |
| 厚さ | 32 | |
| モールドギャップ | 1 | |
| チャネル | 直径 | 16 |
| 水路の深さ | 4 | |
| チャネル間の距離 | 25 | |
| コイル | 外径 | 16 |
| 内径 | 8 |
解析設定
この解析の主な目的は、各金型プレート表面の温度分布を計算して、金型の加熱プロセス中の温度制御を向上させることです。したがって、誘導加熱処理をモデル化するために、EMS の AC 磁気モジュールを過渡熱研究と組み合わせて使用します。
シミュレーションのセットアップには、次の 4 つの手順が必要です。
1.適切な材料を選択する
金型プレートはステンレス N700 製です。対応する熱特性と磁気特性の詳細を表 2 に示します。
| 部品 | 材料 | 密度 ( | 透磁率 | 電気抵抗率 ( | 熱伝導率 (W/m.K) | 比熱容量 (J/Kg.K) |
| コイル | 銅 (Cu) | 8940 | 0.99 | 1.71 E-07 | 400 | 392 |
| 金型プレート | ステンレスN700 (ASTM-A564) | 7900 | 200 | 7.1 E-07 | 16 | 470 |
2.電磁入力
インダクタ コイルは、600 A rms の最大電流と 70 kHz の周波数をサポートするソリッド コイルとして定義されます。
3.熱入力
金型プレートは、40°C の初期温度で予熱されます。周囲温度 25°C で空気体に熱対流が適用され、係数は 10 W/m²C に設定されます。
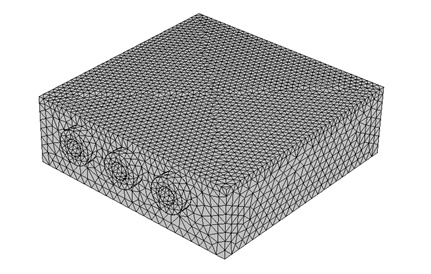
4.メッシ化
メッシュ制御は、近接加熱効果にさらされる両方の金型表面に適用されました。渦電流はほとんどの場合、これらの表面に位置するため、これらの表面には細かいメッシュが必要です。
結果
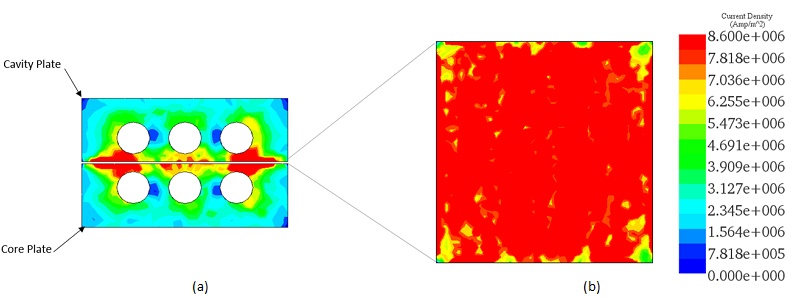
15 秒間の誘導加熱の後、シミュレーションにより、下の図に示す結果が明らかになりました。
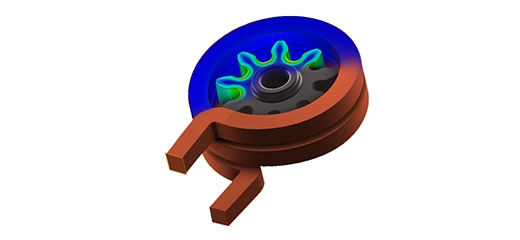
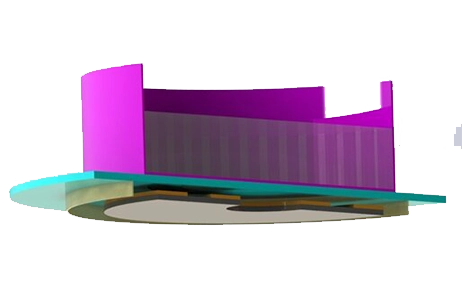
誘導電流密度を図 5 に示します。コアとキャビティ金型プレートの間の加熱面 (図 5b) で最大になり、参考文献 [1] の結果とよく一致しています。
EMS を使用すると、誘導された表面の温度分布を計算して視覚化できます。これは、平均値が 80°C から 90°C の間で変動するバランスの取れた分布を示しています。
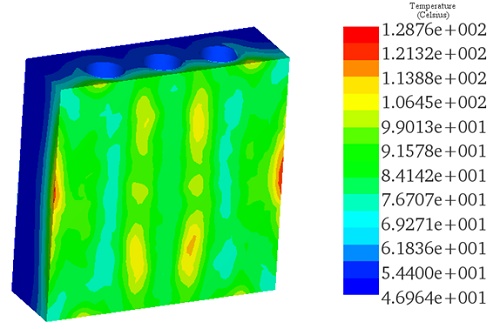
得られた値と参照 [1] (実験およびシミュレーション) の金型表面中心での温度結果を比較すると、それらの間の良好な一致が示されます。これは実験結果を確認します。
| 結果 | 実験参照 [1] | シミュレーション参照 [1] | EMS |
| キャビティプレート中心温度(℃) | 83 | 83.4 | 83 |
図 7 は、実験 [1] と EMS シミュレーションの結果との 2 番目の比較を示しています。この比較では、時間に対するキャビティ表面プレートの中心での温度変化が考慮されています。
![実験 [1] と EMS の両方の結果に対する温度変化対時間](/ckfinder/userfiles/images/Temperature-variation-versus-time-for-both-Experimental-%5B1%5D-and-EMS-results.jpg)
結論
得られた結果は、金型プレート表面の温度分布とその均一性が高周波近接加熱 (HFPH) によって改善されたことを示しています。それらは実験測定値とよく一致しています。したがって、HFPH の適用は、推定 EMS シミュレーション ツールに依存することができます。