磁化器とは何ですか?
磁束集中器によっても知られている磁化器は、ワークの特定の領域で磁束を強めることにより磁気制御に使用されます。磁化器の使用は、誘導加熱応用でよく知られており、隣接ゾーンの望ましくない加熱を避けるための電磁シールドとして機能しています。それらの効果は、変圧器のコア機能に似ています。それらは、高透磁率の低電力損失材料で作られています。
![導体周辺の磁束場分布に対する磁化器の効果[1]。](/ckfinder/userfiles/images/The-effect-of-magnetizer-on-the-magnetic-flux-field-distribution-around-the-electric-conductor%5B1%5D.jpg)
図1-導体周辺の磁束場分布に対する磁化器の効果[1]
問題の説明
スポットインダクタの加熱性能を改善するために、提案されたモデルはフェライ磁化器と結合したU字型コイルを使用します。ワークの加熱速度を上げ、温度の均一性を改善することに取り組んでいます。モデル全体のCAD設計を図2に示します。
この検討では、EMSツールを使用したFEM解析を実行して、誘導加熱プロセスに対する磁化器の効果を評価しました。 EMSのAC磁場モジュールは、過渡熱解析と連成で使用されました。電磁および温度分布が調査されました。
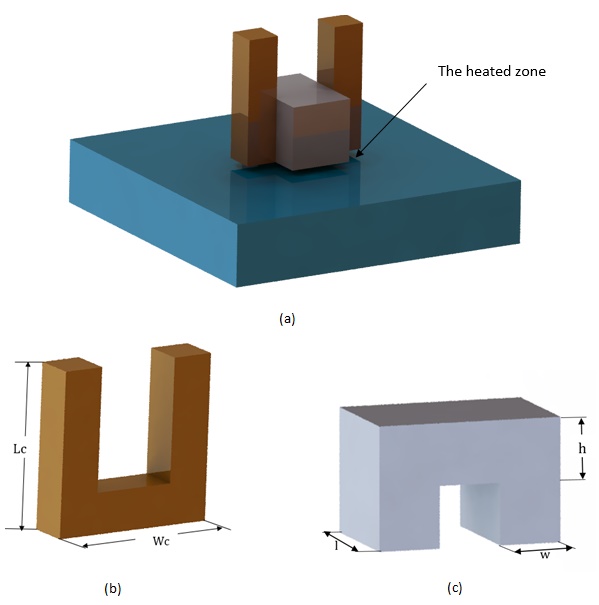
図2- a)検討したモデルの3D設計b)コイルおよびc)磁化器
表1-コンポーネントの寸法[1]
| 成分 | 寸法(mm) | ||
| ワーク | W | L | H |
| 100 | 100 | 20 | |
| コイル | トイレ | Lc | 断面 |
| 40 | 40 | 10x10 | |
| 磁化器 | w | l | h |
| 10 | 20 | 10 | |
| ワークとコイル間のエアギャップ | 2 | ||
解析設定
EMSは、磁場と熱場を連成することにより、マルチフィジカルシミュレーションを可能にします。したがって、誘導加熱プロセスのモデリングが可能になります。解析設計には、次の手順が必要です。
1.適切な材料を選択する
シミュレートされたモデルは、銅コイル、フェライト磁化器、および炭素鋼製のワークピースで構成されています。必要なプロパティを表2にまとめます。
| 部品 | 材料 | 密度 (Kg/ | 磁気 浸透性 | 電気的 伝導率 (S/m) | 熱伝導率 (W/mK) | 比熱容量 (J/Kg.K) |
| ワーク | 炭素鋼(AISI1045) | 7870 | | | K (T):図3.3 | |
| コイル | 銅(Cu) | 8900 | 0.99 | 5.7 E + 07 | 385 | 390 |
| マグネタイザー | フェライト(Ni Zn) | 4900 | 初期透磁率:1500 比透磁率: 1.19 E + 08 | 0 | 5 E-06 | 750 |
ワーク部品に選択された材料には、温度に依存する特性があります。それらは以下の図で定義されています。
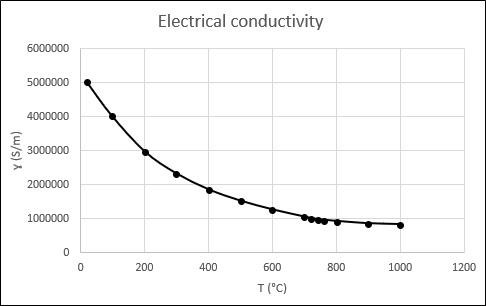
図3.1- AISI 1045スチールの導電率
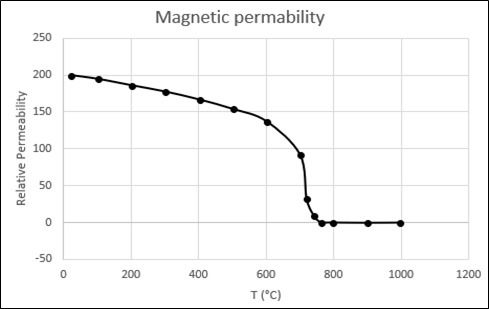
図3.2 - AISI 1045鋼の透磁率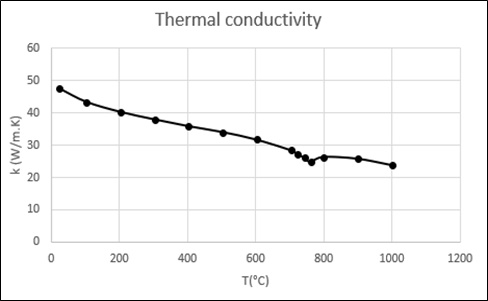
図3.3- AISI 1045スチールの熱伝導率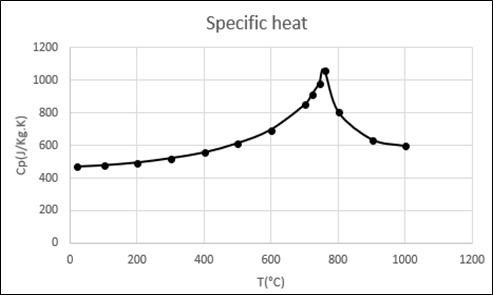
図3.4- AISI 1045スチールの比熱
2.電磁入力
3.熱入力
ワークの初期温度は20°Cです。熱対流は、25 Wの周囲温度で10 W/m²Kに設定された係数で空気体に適用されます。
4.メッシュ
FEMシミュレーションごとに、結果の精度と解析時間はメッシュの品質に大きく依存します。 EMSでは、メッシュ調節機能を使用して、モデルの各領域のメッシュサイズを制御できます。
この例では、コイルとワークピースの上面に細かいメッシュサイズを適用しました。図4は、メッシュモデル全体を示しています。
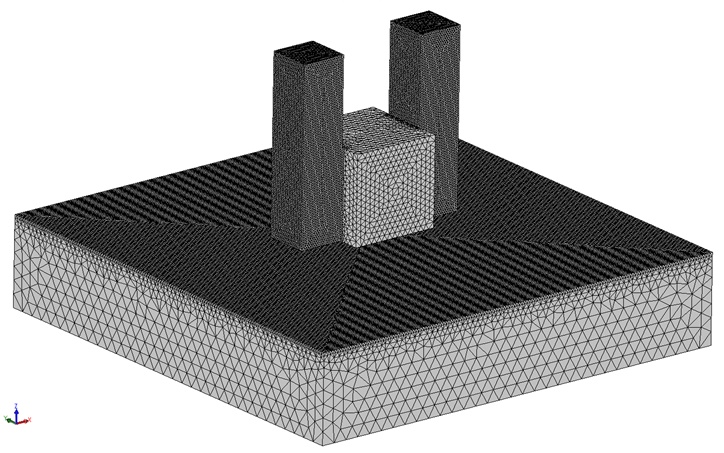
図4-メッシュモデル
結果
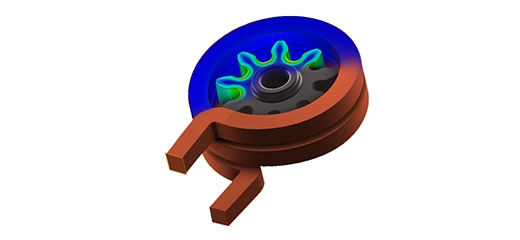
7秒間の誘導加熱の後、解析により以下の結果が明らかになりました。次の図は、加熱時間終了時の磁化器内部の磁束分布のベクトルプロットを示しています。
磁化器の材料の高い透磁率により、磁束は(磁化器の)コアを通る導体の周りに集中します。したがって、磁場の大部分がコアの外側に伝播するのを防ぐことにより、加熱された領域は強められた磁場にさらされました。このプロセスにより、高温は小さな領域に制限されました。つまり、必要なワークピースの加熱処理を達成するために必要な電力が少なくなります。
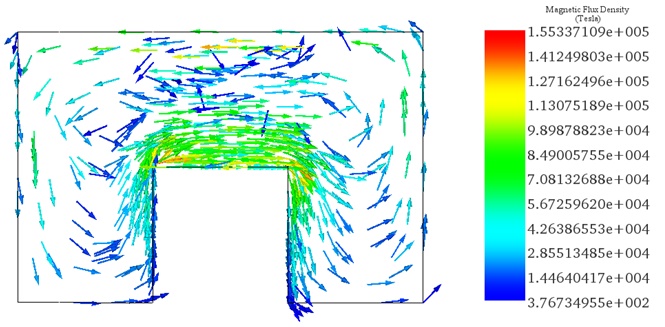
図 5-7秒後の磁束密度のベクトルプロット
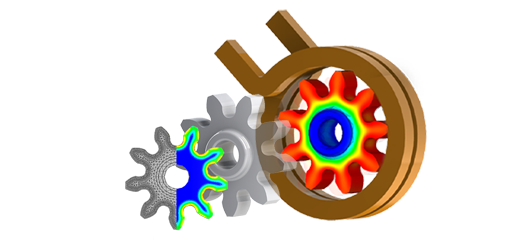
図6は、コイルとワークピースの渦電流分布のベクトルプロットを示しています。ワークピースの上面で1.19E + 08 A/m² 、コイルで1.02E + 09 A/m²の最大値を達成します。その結果、高度に加熱されたゾーンがワークピース表面の中央に配置されます。得られた結果は、参考文献[1]とよく一致しています。
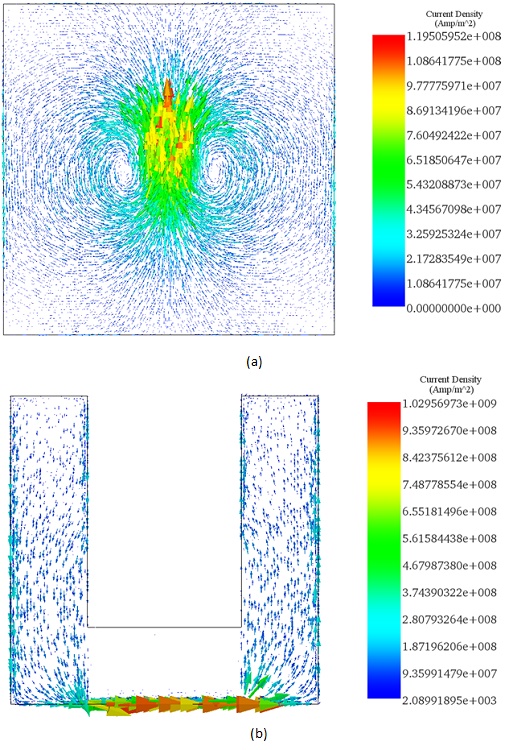
図6- a)ワークピースとb)コイルを横切る7秒後の渦電流密度
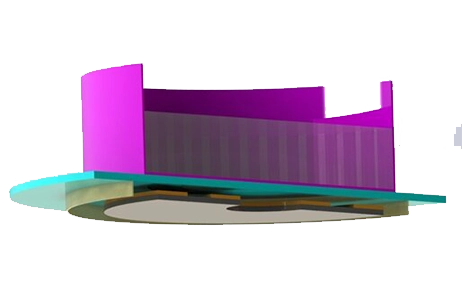
高度に加熱されたゾーンは、中央で最大温度850℃に達し、必要な加熱レベルが確認されました。図7は、ワークピースの上面全体の温度分布を表しています。
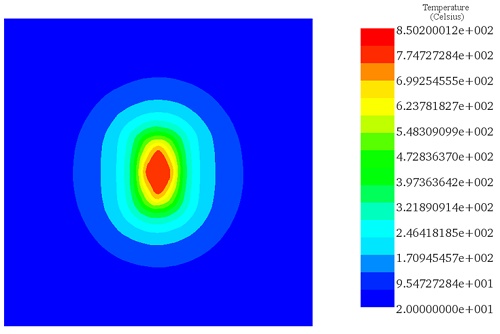
図7-ワークピース全体の温度分布
結論
磁化器の高透磁率材料は、対象領域の周囲に集中した磁束を通して選択的な加熱ゾーンを提供しました。それは、より低い電力消費のために高い温度値に到達することを可能にしました。